


Parameter
FS Series
|
Product model |
Machine Weight |
Machine Output (kg) |
Machine Power |
Machine Output ratio
|
Color Selection Accuracy |
Minimum Resolution |
Dimension |
Machine Voltage |
|
FS1 |
400 |
800 |
3 |
≥10:1 |
>99.99% |
0.01 |
135×130×160 |
AC220V/50HZ |
|
FS2 |
450 |
1000 |
5 |
≥10:1 |
>99.99% |
0.01 |
140×130×170 |
AC220V/50HZ |
|
FS5 |
500 |
1500 |
7 |
≥10:1 |
>99.99% |
0.01 |
140×135×175 |
AC220V/50HZ |
|
FS10 |
520 |
2000 |
9 |
≥10:1 |
>99.99% |
0.01 |
160×145×200 |
AC220V/50HZ |
AGK Series
|
Product model |
Machine Weight |
Machine Output (kg) |
Machine Power |
Machine Output ratio
|
Color Selection Accuracy |
Minimum Resolution |
Dimension |
Machine Voltage |
|
AGK600 |
1000 |
2000 |
1.5 |
≥10:1 |
>99.99% |
0.01 |
290×131×164 |
AC220V/50HZ |
|
AGK1200 |
1300 |
2600 |
2.0 |
≥10:1 |
>99.99% |
0.01 |
310×145×170 |
AC220V/50HZ |
|
AGK1800 |
1500 |
3000 |
3.0 |
≥10:1 |
>99.99% |
0.01 |
350×170×170 |
AC220V/50HZ |
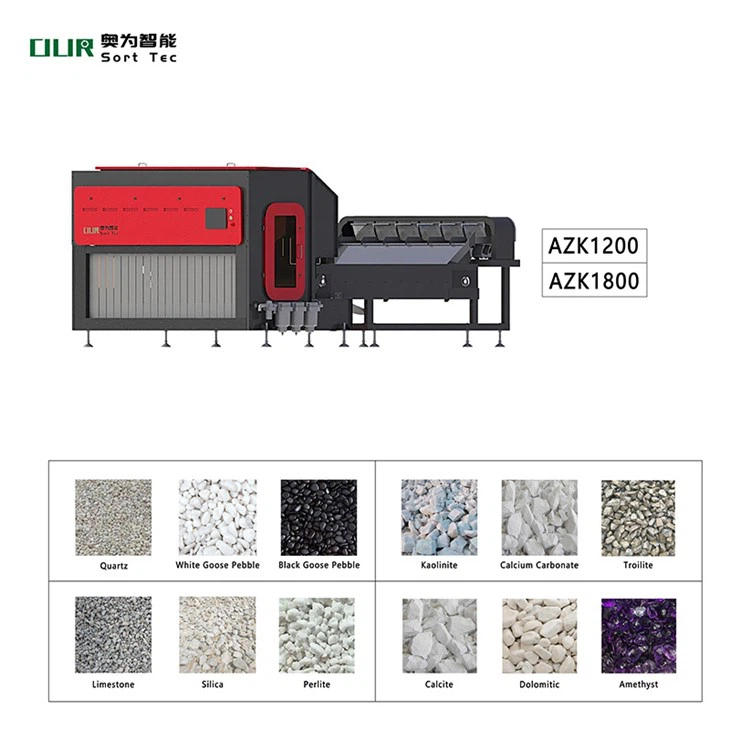
AZK Series
|
Product model |
Machine Weight |
Machine Output
|
Machine Power |
Machine Output ratio
|
Color Selection Accuracy |
Minimum Resolution |
Dimension |
Machine Voltage |
|
AZK1200 |
1000 |
10-15T |
3 |
≥10:1 |
>99.99% |
0.01 |
191×290×181 |
AC220V/50HZ |
|
AZK1800 |
1500 |
15-20T |
7 |
≥10:1 |
>99.99% |
0.01 |
384×260×176 |
AC220V/50HZ |
Phosphate Spectral Sorter features
Advanced Spectral Analysis System
The combination of X-ray fluorescence spectroscopy technology and high-resolution optical imaging system can accurately identify the distribution of P2O5 content and associated mineral characteristics in phosphate rocks. Intelligent algorithms can accurately distinguish 12 grade levels and analyze the content of impurities such as magnesium, iron, and aluminum in real-time.
Industrial grade sorting execution system
Equipped with a high-pressure precision spray valve device to ensure effective sorting of large particles of phosphate. The specially designed wear-resistant nozzle is made of carbide material and has a service life of over 12000 hours.
Intelligent Data Management Platform
Configure dust-proof industrial touch screen with built-in Phosphate professional sorting database. Support the establishment of multiple sorting standards, real-time display of element analysis data, and automatic generation of grade analysis reports.
Application scenarios of Phosphate Spectral Sorter
Phosphate beneficiation plant
Used for pre selection and disposal of phosphate stone, effectively improving the selected grade, reducing beneficiation costs and reagent consumption.
Phosphorus chemical enterprises
Provide standard raw materials for wet process phosphoric acid and phosphate fertilizer production, ensure stable production processes, and improve product quality.
Geological exploration of mines
Used for delineating the boundaries of ore bodies and rapid analysis of ore grades, guiding the optimization of mining plans.
Comprehensive utilization of resources
Recovering usable resources from low-grade phosphate to improve the utilization rate of mineral resources.
Products Description
As innovators in the field of mineral sorting, we are well aware of the critical impact of phosphate quality on the downstream phosphate chemical industry. This Phosphate spectral sorter integrates advanced spectral technology and intelligent algorithms, providing precise and efficient sorting solutions for the Phosphate processing industry.
The equipment adopts innovative X-ray fluorescence analysis technology to achieve real-time and accurate detection of phosphate grade. When the ore passes through the heavy-duty conveyor belt, high-precision sensors perform multi spectral scanning and synchronously analyze the P2O5 content and impurity element distribution through intelligent algorithms.
We have developed a professional sorting system for the special environment of phosphate mining. Each sorting unit undergoes anti-corrosion treatment to ensure stable performance in humid and dusty conditions. The patented shockproof structure and sealing design enable the equipment to operate reliably in harsh mining environments. The adaptive system can intelligently adjust the detection parameters based on the characteristics of the ore, ensuring accurate sorting of raw materials from different ore bodies.
The intelligent management system provides complete production data support and can set sorting standards according to chemical production requirements. The real-time monitoring system provides reliable basis for production decision-making and helps enterprises establish a refined quality management system. Modular design makes equipment maintenance more convenient and effectively reduces operating costs. This device is not only a production tool, but also an important equipment to enhance the core competitiveness of enterprises. It will help you establish quality advantages in the field of phosphate processing and achieve more significant economic benefits.
Hot Tags: Phosphrite Spectral Sorter, China Phosphrite Spectral Sorter manufacturers, factory, Dolomite Sorting Machine, Silica Sorting Machine, Quartz Stone Sorting Machine, Fluorite Sorting Machine, Wollastonite Sorting Machine, Cobblestone Sorting Machine